



不容错过的绕筋机钢筋带锯床厂家严谨工艺视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:绕筋机钢筋带锯床厂家严谨工艺的图文介绍
建贸机械设备有限公司秉承,品质、客户致上的服务宗旨。愿与客户永远站在同一战线,为客户提供好 广东东莞数控弯箍机产品,尽大努力为客户结约成本。 客户永远是我们的贵人,是我们的朋友。建贸机械设备有限公司致力于客户关系建设,以诚实守信,合作负责赢得客户的赞赏。我们的成功归功于客户对我们的信任与选择;成就客户才能成就自己,感动自己才能感动客人。


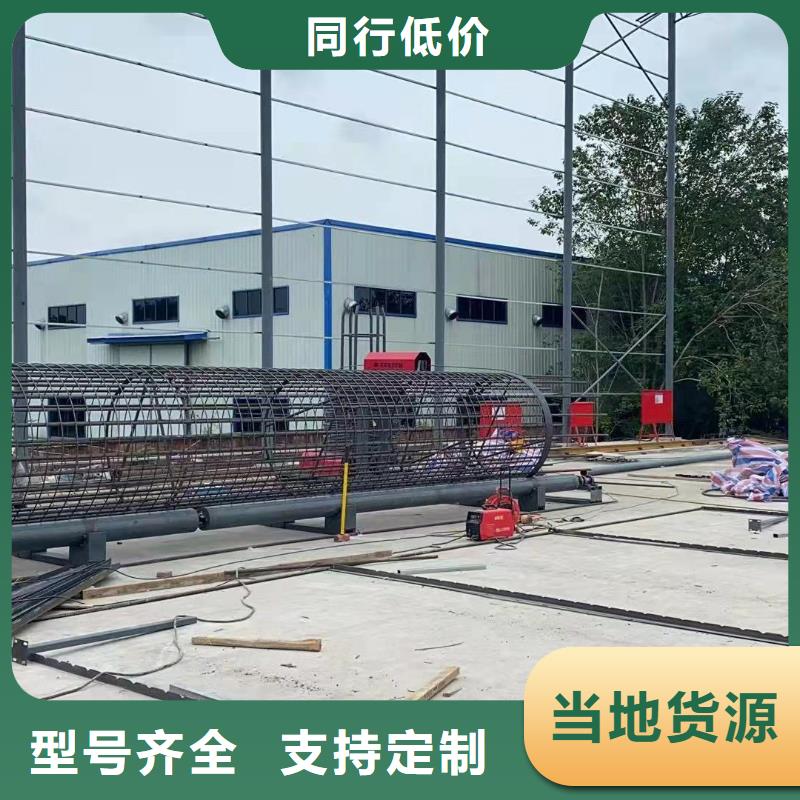
钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。



建贸机械设备有限公司拥有着雄厚的科研力量和完善的经营管理体制。公司主营产品 广东东莞数控弯箍机。我们将以市场为导向,以科技为动力,不断提高企业综合竞争能力,大力开发和利用具有国际先进水平的高新产品,以的管理水平、优质的服务、优惠合理的价格,竭诚为顾客服务!公司秉承“平等、诚信、合作、发展”的经营理念,诚挚欢迎新老客户前来指导工作、洽谈业务。



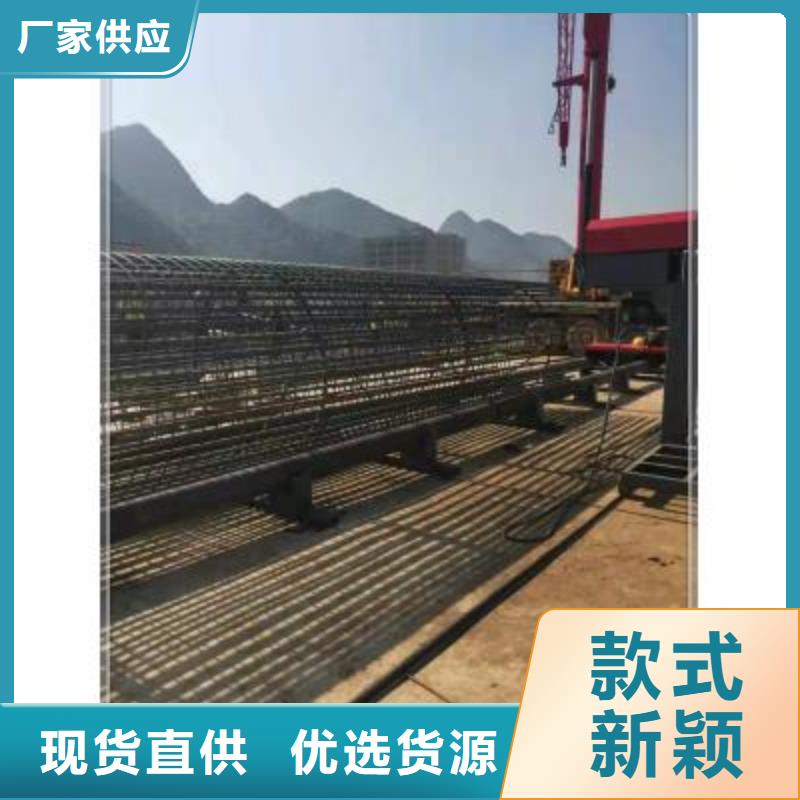
广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的沉孔桩等大型基础设施。钢筋笼成型机主机是采用摩擦传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程。本设备通过PLC对大车、小车和调直机构进行控制,从而实现自动绕筋功能。所有工艺参数均可通过触摸屏进行输入和监控,具有灵活的特点。用户只需在触摸屏上调整好设定频率等参数,按下启动后,设备即可按照设定参数自动运行。本设备不能露天使用和存放,应放在封闭的受良好保护的工业厂房里。结构介绍全自动绕筋机按结构与功能可以分为电控系统、大车、小车、调直机构和操作台等部分。(1) 全自动绕筋机电气控制系统本控制系统采用维控PLC和触摸屏。用户可通过触摸屏对PLC控制器的数据进行采集、监控、修改等操作,以实现各种工艺要求。驱动部分采用欧瑞品牌高性能变频器,与PLC之间通过Modbus协议进行通讯。


钢筋笼设备—绕筋机自动缠绕:为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。


